In Japan formuliert. In China gefertigt. Im eigenen Labor geprüft.
RubberQ entwickelt und steuert kundenspezifische Compound-Arbeit von der Polymerauswahl bis zur Chargenfreigabe. Japanische Formulierungsunterstützung, Präzisionsfertigung in Fuzhou und eigene Prüfungen arbeiten als eine Engineering-Kette.
Warum Compoundierung wichtig ist
Bei vielen Gummiteilen liegt das versteckte Risiko nicht im Werkzeug, sondern darin, ob das Material über Jahre reproduzierbar bleibt.
- ✗ Zugekaufte Compounds begrenzen die Formulierungstransparenz
- ✗ Gemeinsame Mischwege können Schwankungen erhöhen
- ✗ Formgebung ohne Chargenprüfung erschwert Wiederholaufträge
- ✗ Eine spätere Nachbestellung kann vom ursprünglichen Materialverhalten abweichen
RubberQ behandelt Compound-Arbeit als Teil des Fertigungssystems:
- ✓ Formulierungsunterstützung aus japanischer Partnerschaft seit 1995
- ✓ Eine A-Mischlinie mit gesteuerter Planung und Reinigung
- ✓ Chargenfreigaben für Vulkanisation, Härte, Zug, Viskosität und Alterung
- ✓ Rückverfolgbare Produktionsunterlagen für Wiederholaufträge und Qualifikationsdateien
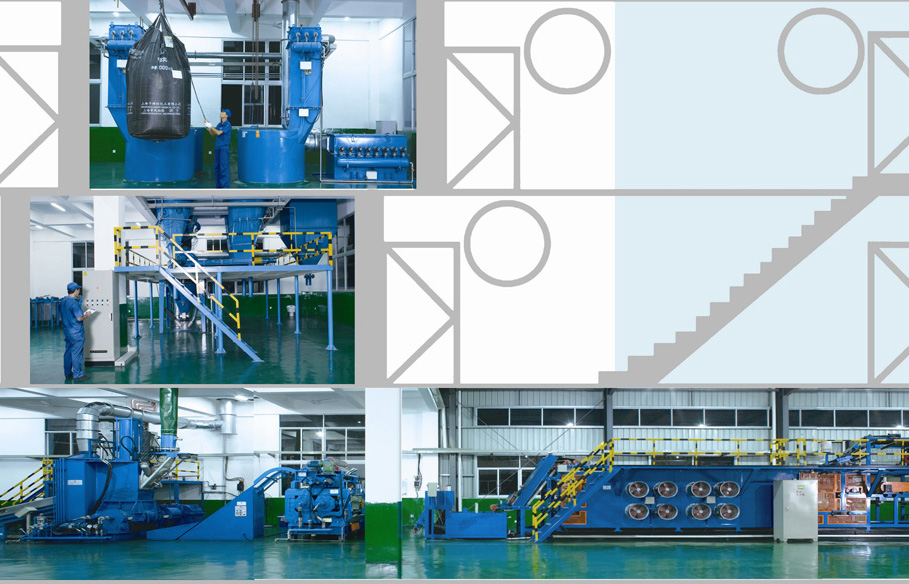
Unsere einzelne A-Mischlinie

- ▸ Chargenbereich: 500g – 5.000kg pro Compound-Charge
- ▸ Mischer: Banbury-Innenmischprozess mit kontrolliertem Rezept und Wägeaufzeichnungen
- ▸ Produktionsplanung: abgestimmt auf Volumen, Compound-Familie und Freigabeprüfungen
Drei betriebliche Vorteile eines kontrollierten Einlinienprozesses:
1. COMPOUND-KONSISTENZ
Gleicher Prozessweg, gleiches Kontrollfenster und wiederholbare Chargenunterlagen stabilisieren die Langzeitlieferung.
2. KONTROLLE DES VERUNREINIGUNGSRISIKOS
Reihenfolgeplanung und Reinigungsroutinen schützen hochreine und langlebige Dichtprogramme.
3. TECHNISCHE PRÜFUNG BEI FREIGABE
Rheologie, Mooney-Viskosität und wichtige Chargenindikatoren werden vor dem Formen geprüft.


Chargenfreigabelogik
A-Mischung, B-Mischung und Chargenfreigabe
Der Prozess trennt Masterbatch-Herstellung von der finalen Zugabe des Vulkanisationssystems. Das reduziert Drift, verbessert Rückverfolgbarkeit und schafft ein Labor-Freigabetor vor dem Formen.
Typische Freigabeprüfungen in diesem Ablauf
Masterbatch foundation
Base polymer, filler, oil, and reinforcement materials are weighed, barcode-checked, mixed, sheeted, cooled, and screened for foreign matter before release.
Intermediate material check
A-compound can be checked for dispersion, specific gravity, and Mooney viscosity before it moves to final mixing.
Cure-system addition
Accelerators and cure-system ingredients are added later under process instruction, then the compound is matured, cut, stored, and prepared for molding.
Lab gate before molding
Rheometer curve, hardness, tensile strength, elongation, and drawing-specific checks confirm the batch is suitable for production.
Unser F&E-Labor

Rheometer / Mooney-Viskosimeter
Vulkanisationsverhalten und Viskosität
Universal-Zugprüfmaschine
Festigkeit und Dehnung
Alterungsofen
Wärme- und Ozonalterung
Druckverformungsrest-Prüfer
Dichtungsdauerhaftigkeit
Ölbad
Medienbeständigkeit
Durometer
Shore A / Shore D Härte
Von der Anwendung zur Produktion
BEDARFSKLÄRUNG
→ Innerhalb von 5 ArbeitstagenSie teilen Temperatur, Medium, Bewegung, Lebensdauer, Zeichnung und Jahresvolumen.
FORMULIERUNGSDESIGN
→ 3-6 WochenWir wählen oder justieren Kandidatencompounds nach Polymerfamilie, Chemie und Produktionsweg.
LABORVERSUCH
→ 2-4 WochenKleinchargen werden gemischt und geprüft, bevor Formmuster entstehen.
PILOTFORMUNG
→ 2-3 WochenPilotwerkzeug oder Versuchsmuster ermöglichen Maß- und Funktionsprüfung.
PRODUKTIONSFREIGABE
→ 4-8 WochenErstmusterprüfung, Rückverfolgbarkeit und Produktionskontrollen werden für Wiederholversorgung abgestimmt.
Typischer Zeitrahmen: 12-24 Wochen für einen neuen Compound-Weg, 4-8 Wochen bei Anpassung eines bestehenden RubberQ-Compounds.
Unsere Compound-Bibliothek
RubberQ pflegt eine wachsende Compound-Bibliothek über wichtige Polymerfamilien. Rezepturen bleiben geschützt; der Fähigkeitsbereich ist unten dargestellt.
| Familie | Typische Anwendungen | Temperaturbereich | Kerneigenschaft |
|---|---|---|---|
| FKM | Industrial / Automotive / Chemical | -20 to +200°C | Chemical resistance |
| FFKM | Semiconductor / Plasma / High-purity | -20 to +260°C | Extreme chemical and thermal purity |
| HNBR | EV thermal systems / High-temp equipment | -40 to +160°C | Low compression set, oil and heat |
| NBR | Hydraulic / Oil sealing / General industrial | -40 to +120°C | Cost-effective oil resistance |
| EPDM | Outdoor enclosures / Steam / Energy systems | -50 to +150°C | Weather, ozone, steam resistance |
| ACM | Automotive transmission / ATF | -25 to +175°C | ATF resistance |
| AEM | Automotive heat ducts / Hoses | -40 to +175°C | Heat and oil resistance |
| HCR Silicone | Industrial seals / Wide temperature | -60 to +230°C | Extreme temperature range |
| LSR | Precision overmolding / Liquid injection | -60 to +200°C | Tight-tolerance overmolding |
Benötigen Sie eine nicht gelistete Eigenschaftskombination? Teilen Sie die Einsatzbedingungen, wir prüfen den Materialweg.
Custom-Compound-Brief starten →Entwicklungswege und Timing
Wir stimmen Umfang und Zeitplan früh ab, damit Einkauf und Engineering sicher planen können:
ANPASSUNG BESTEHENDER COMPOUNDS (4-8 Wochen)
Härte, Kostenziel oder eine einzelne Eigenschaft eines bestehenden RubberQ-Compounds anpassen.
COMPOUND-AUSWAHL UND VALIDIERUNG (8-16 Wochen)
Auswahl und Prüfung aus unserer Bibliothek für Anwendung und Zeichnung.
NEUER COMPOUND-WEG (12-24 Wochen)
Entwicklung eines neuen Materialwegs mit abgestimmtem Prüfplan, Mustern und Freigabekriterien.
Bei neuer Compound-Arbeit verbinden wir Formulierung mit einem Validierungsplan, damit Muster, Prüfungen und Produktionsfreigabe zusammenpassen.
Bereit zur gemeinsamen Entwicklung?
Ob Zeichnung für ein Angebot oder Anwendung mit Materialfrage: Starten Sie mit den Betriebsdetails.