Formulado por Japón. Fabricado en China. Probado en laboratorio propio.
RubberQ desarrolla y controla compuestos personalizados desde selección de polímero hasta liberación de lote. Soporte japonés de formulación, manufactura precisa en Fuzhou y pruebas internas funcionan como una sola cadena de ingeniería.
Por qué importa la formulación
En muchas piezas de goma, el riesgo oculto no es el molde, sino si el compuesto puede reproducirse durante años de suministro.
- ✗ Los compuestos comprados limitan visibilidad de formulación
- ✗ Las rutas de mezcla compartidas pueden aumentar variación
- ✗ Moldear sin validación de lote dificulta repetición de suministro
- ✗ Un pedido futuro puede no igualar el comportamiento original del material
RubberQ gestiona la formulación como parte del sistema de fabricación:
- ✓ Soporte de formulación japonesa desde 1995
- ✓ Una línea A de mezcla con planificación y limpieza controladas
- ✓ Pruebas de liberación para curado, dureza, tracción, viscosidad y envejecimiento
- ✓ Registros trazables para pedidos repetidos y archivos de calificación
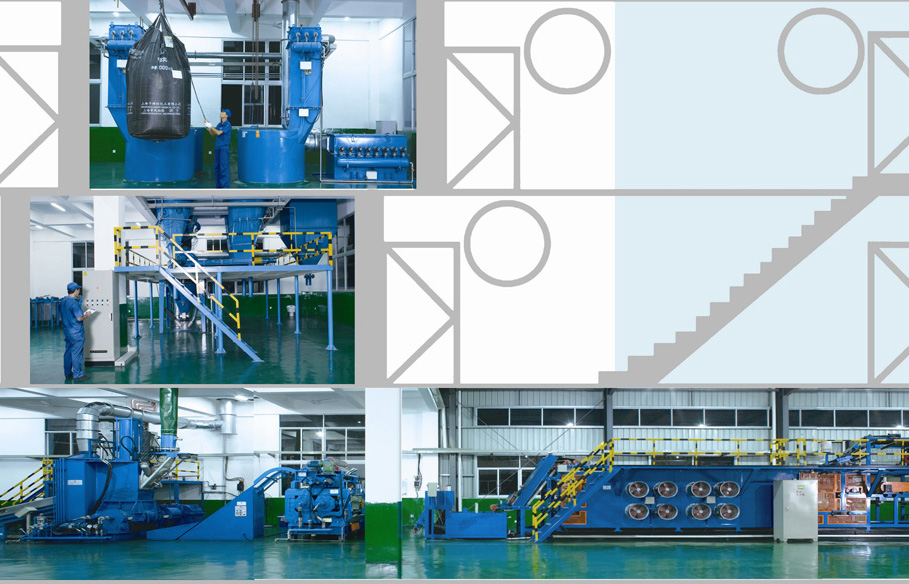
Nuestra línea A de mezcla

- ▸ Rango de lote: 500g – 5.000kg por lote de compuesto
- ▸ Mezclador: proceso Banbury interno con receta y registros de pesaje controlados
- ▸ Planificación: según volumen, familia de compuesto y pruebas de liberación
Tres ventajas operativas de una línea controlada:
1. CONSISTENCingeniería DEL COMPUESTO
La misma ruta de proceso, ventana de control y registros repetibles estabilizan el suministro a largo plazo.
2. CONTROL DE RIESGO DE CONTAMINACIÓN
La planificación de secuencia y limpieza ayuda a proteger programas limpios y de larga vida.
3. REVISIÓN TÉCNICA EN LIBERACIÓN
Reología, viscosidad Mooney e indicadores clave se revisan antes de moldeo.


Lógica de liberación de lote
Mezcla A, mezcla B y liberación de lote
El flujo separa preparación de masterbatch y adición final del sistema de curado. Reduce deriva de formulación, mejora trazabilidad y crea una puerta de laboratorio antes de moldeo.
Pruebas de liberación típicas vinculadas a este flujo
Masterbatch foundation
Base polymer, filler, oil, and reinforcement materials are weighed, barcode-checked, mixed, sheeted, cooled, and screened for foreign matter before release.
Intermediate material check
A-compound can be checked for dispersion, specific gravity, and Mooney viscosity before it moves to final mixing.
Cure-system addition
Accelerators and cure-system ingredients are added later under process instruction, then the compound is matured, cut, stored, and prepared for molding.
Lab gate before molding
Rheometer curve, hardness, tensile strength, elongation, and drawing-specific checks confirm the batch is suitable for production.
Dentro de nuestro laboratorio I+D

Reómetro / viscosímetro Mooney
Características de curado y viscosidad
Máquina universal de tracción
Resistencia y elongación
Horno de envejecimiento
Envejecimiento térmico y ozono
Probador de compresión permanente
Durabilidad de sellado
Baño de inmersión en aceite
Resistencia a fluidos
Durómetro
Dureza Shore A / Shore D
De la aplicación a la producción
EVALUACIÓN DE NECESIDAD
→ Dentro de 5 días hábilesComparte temperatura, medio, movimiento, vida útil, plano y volumen anual.
DISEÑO DE FORMULACIÓN
→ 3-6 semanasSeleccionamos o ajustamos compuestos candidatos según polímero, química de servicio y ruta de producción.
PRUEBA DE LABORATORIO
→ 2-4 semanasSe mezclan y prueban lotes pequeños para entender la ventana de material antes de muestras moldeadas.
MOLDEO PILOTO
→ 2-3 semanasHerramental piloto o moldeo de prueba produce muestras para revisión dimensional y funcional.
LIBERACIÓN DE PRODUCCIÓN
→ 4-8 semanasInspección de primer artículo, trazabilidad y controles se alinean para suministro repetido.
Tiempo típico: 12-24 semanas para una nueva ruta de compuesto, o 4-8 semanas al adaptar un compuesto RubberQ existente.
Biblioteca de compuestos
RubberQ mantiene una biblioteca creciente en principales familias de polímeros. Las recetas son propietarias; el rango de capacidad se muestra abajo.
| Familia | Aplicaciones típicas | Rango de temperatura | Propiedad clave |
|---|---|---|---|
| FKM | Industrial / Automotive / Chemical | -20 to +200°C | Chemical resistance |
| FFKM | Semiconductor / Plasma / High-purity | -20 to +260°C | Extreme chemical and thermal purity |
| HNBR | EV thermal systems / High-temp equipment | -40 to +160°C | Low compression set, oil and heat |
| NBR | Hydraulic / Oil sealing / General industrial | -40 to +120°C | Cost-effective oil resistance |
| EPDM | Outdoor enclosures / Steam / Energy systems | -50 to +150°C | Weather, ozone, steam resistance |
| ACM | Automotive transmission / ATF | -25 to +175°C | ATF resistance |
| AEM | Automotive heat ducts / Hoses | -40 to +175°C | Heat and oil resistance |
| HCR Silicone | Industrial seals / Wide temperature | -60 to +230°C | Extreme temperature range |
| LSR | Precision overmolding / Liquid injection | -60 to +200°C | Tight-tolerance overmolding |
¿Necesita una combinación no listada? Comparta condiciones de aplicación y revisaremos la ruta de material.
Iniciar brief de compuesto personalizado →Rutas de desarrollo y tiempos
Alineamos alcance y tiempos temprano para que compras e ingeniería puedan planificar:
AJUSTE DE COMPUESTO EXISTENTE (4-8 semanas)
Ajustar dureza, costo objetivo o una propiedad de un compuesto RubberQ existente.
SELECCIÓN Y VALIDACIÓN (8-16 semanas)
Seleccionar y validar desde nuestra biblioteca para aplicación y plano específicos.
NUEVA RUTA DE COMPUESTO (12-24 semanas)
Desarrollar una nueva ruta de material con plan de prueba, muestras y criterios de liberación acordados.
Para nuevos compuestos, unimos formulación con plan de validación para alinear muestras, pruebas y liberación de producción.
¿Listo para co-desarrollar?
Si tiene plano para cotizar o una condición de aplicación que necesita guía de material, empiece con los datos de operación.